


TRIO ME309卡在四軸纏繞機控制系統的應用
0 引言
四軸纏繞機控制系統適用于筒形壓力容器的纖維纏繞,通過修改纏繞公式也可進行貯罐、發動機殼體或其它非筒形纏繞。本系統可進行環向纏繞、兩軸螺旋纏繞、四軸螺旋纏繞。
1 系統結構
1.1基本要求
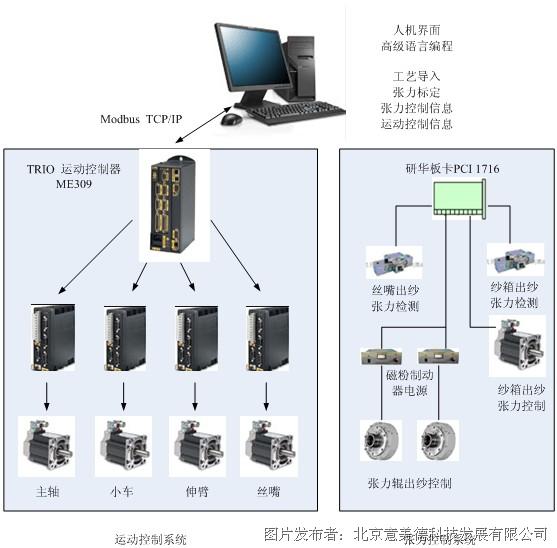
四軸數控纏繞機采用臥式結構,配備出紗機構,張力機構,浸膠和加熱系統。四軸控制包括:主軸轉動、小車直線運動、伸臂直線運動、絲嘴轉動。小車、伸臂采用滾珠直線導軌、滾珠絲杠傳動,絲嘴翻轉采用齒輪傳動,可繞水平軸轉動。
1.2系統設計
基本配置
控制系統采用Trio ME309卡,四軸松下伺服控制,1路模擬量輸入。PCI1716卡控制兩路張力輸出,各軸正反輸入點、張力啟動、停止、纏繞等。軟件部分使用VC開發的控制系統軟件。
2纏繞過程
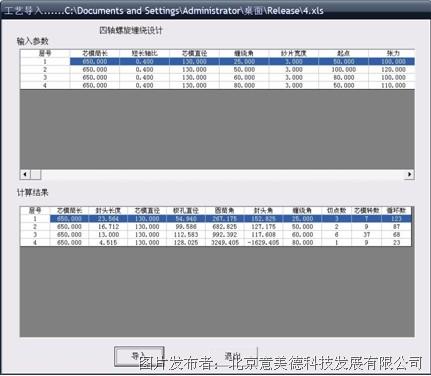
(1).點擊“工藝”按鈕,導入兩軸或四軸纏繞文件。如下圖所示:
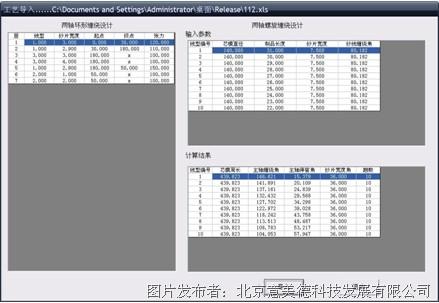
(2).手動移動各軸到指定纏繞位置,然后系好纏繞頭,開始纏繞。纏繞時自動識別是環向纏繞、兩軸螺旋纏繞、還是四軸螺旋纏繞。
3 系統介紹
3.1 主要功能
(1) 可進行環向纏繞、兩軸螺旋纏繞、四軸螺旋纏繞。
(2) 導入Excel格式的工藝文件。
(3) 實時顯示各軸位置、速度及各種纏繞參數等信息。
(4) 可在界面上進行定位移動,控制面板手動移動。
(5) 實時檢測故障信息,具有急停功能。
(6) 可以在運動過程中調節纏繞速度,可在任意層或趟開始纏繞。
3.2 界面介紹
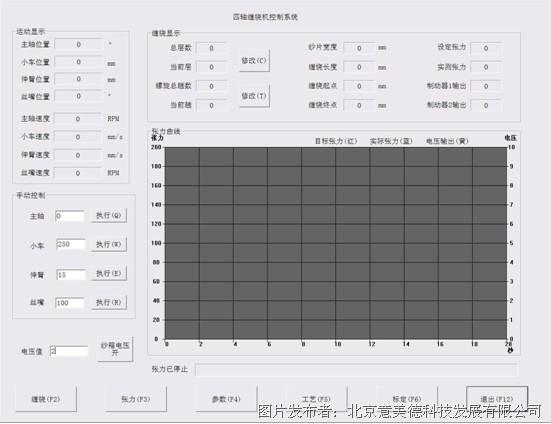
運動顯示區
實時顯示各軸當前位置、當前速度。
手動控制區
輸入對應軸的位置坐標,再點右邊的“執行”按鈕,當前軸移動到指定位置。
手動控制區下端可輸入紗箱電壓,點擊右邊按鈕控制紗箱電壓的開關。
纏繞顯示區
實時纏繞時的各參數:總層數、總趟數,當前層、當前趟(點擊修改可設置當前層和當前趟),紗片寬度,纏繞長度,纏繞角,纏繞起點、終點,設定張力,實測張力,電壓輸出等。
張力曲線區
以三種顏色顯示張力與時間的曲線,目標張力---紅色,實際張力---藍色,電壓輸出---黃色。
3.3 功能介紹
張力設置:
點擊“張力”按鈕,出現張力設置對話框。可進行手動張力電壓輸出,張力幅度增值,最大張力輸出,PID設置,曲線優化設置,采樣速率等設置。
參數設置:
點擊“參數”按鈕,出現參數設置對話框。可進行各軸最大行程,最大速度,加速度,復位速度,螺旋速度,選擇顯示曲線等。
張力標定:
使用標準兩個砝碼,測量張力電壓,自動計算k,b值。然后獲得實際張力值。
纏繞:
當導入工藝文件后,并手動移動到纏繞起始點后。點擊界面“纏繞”或按操作面板“纏繞”按鈕,從當前位置,當前層,當前趟執行纏繞。中途遇故障可使用急停鍵,也可點擊界面的“停止”鍵。急停后,再進行纏繞只能從當前位置開始纏繞。
4 結束語
此系統已成功應用,可以纏繞出符合要求的纏繞線型,而且纏繞速度,精度都比其它廠家同類產品高。若根據實際纏繞體類型,更改計算公式,即可應用于其它類型纏繞體。




 投訴建議
投訴建議
提交

意美德 MOTEC混合式步進電機與驅動器

MOTEC α HLD 系列智能伺服驅動器
MOTEC SD388B-C001三相智能步進驅動器

意美德 TRIO MC206數字運動控制器

意美德 CNC數控PCB鉆銑床系統